Get Complete Project Material File(s) Now! »
Experimental
Casting
Four hypoeutectic alloys and two hypereutectic alloys were prepared from pure aluminium, pure silicon, and various master alloys to produce the alloys in this investigation. Around 250 ppm of titanium was added by a Al-5Ti-1B master alloy in rod shape. This amount of titanium will produce alloys with refined grain sizes [40]. Phosphorous in the range of 50-70 ppm were added to the alloys with an Al-3P master alloy. The alloys were melted in a 7 Kg Nabertherm K4/13 resistance furnace. When the melt reached a temperature of 730 °C it was homogenized for 1 hour before the addition of master alloys, modifier and grain refiner were performed. All additions were wrapped in aluminum foil and preheated to 200 °C before addition to the melt at 730 °C. The chemical composition of each alloy were obtained using a SPECTROMAXx LMX06 optical emission spectrometer – see Table 1.he melt was poured into a pre-heated (200 °C) copper die to obtain cylindrical rods (length 20 cm, diameter 1 cm) – see Figure 3 a and 3 b. The die cast cylindrical rods were then re-melted in steel tubes coated with graphite under argon-atmosphere by directional solidification in a Bridgman furnace – see Figure 4. The temperature was set to 730 °C and the samples were held in the furnace for 30 minutes. Once the samples were re-melted, the furnace was raised at the prescribed speed of 3 mm/s, while the samples stayed in a stationary position. The solidification set-up generates samples with low levels of defects due to directional solidification that push, to some extent, gas and oxides in front of the solidification front and good provider of feed liquid from the top.
Sample preparation
The directional solidified bars were machined into cylindrical tensile testing bars according to the geometry shown – see Figure 5. The samples for tensile testing at elevated temperatures were machined with a M9*1 tread. Ten tensile samples were used in the as-cast condition while ten bars were exposed at 240 C for 1000 hours. Most research is carried out on materials in the as-cast or heat treated conditions. The material has been overaged to replicate the materials properties after long time exposure at elevated temperatures. To evaluate the hardness variations over time the samples have been exposed at 240 C for different times; 0, 12, 330, 671 and 1000 hours. The as-cast and overaged samples were mounted with polyfast material in a Struers Citopress-1 followed by grinding and polishing with a Struers Tegramin-30. Additional polishing with OP-S were required for the grain size measurements. After the final polishing, the samples were investigated with optical microscopy, scanning electron microscopy, Micro Vickers and nanoindentation.
Mechanical testing
Tensile testing
The tensile testing was carried out using a Zwick/Roell Z100 testing machine at room temperature and at 230 °C with a deviation of ± 2 °C and a test speed of 0.5 mm/min. The strain was measured by a clip-on extensometer at room temperature, while at the elevated temperatures it was measured by a laser extensometer. The laserXtens is a non-contact laser extensometer that satisfies the accuracy requirement of class 1 while the clip-on extensometer is more accurate and used in room temperature having the requirements of class 0.2. The tensile testing at elevated temperatures involved heating of the samples to equilibration for 30 minutes in a resistance furnace. At least three samples were tested of each condition. The results exported from the tensile testing equipment is the engineering stress and engineering strain which are re-evaluated to true stress and true strain.
Nano indentation
The indentation analysis in this work was performed using a Micromaterials Nanotest Vantage instrument. The equipment can apply loads in the range of 0.5 mN to 20 N and record load and displacement simultaneously during indentations. The results are presented as a load-displacement curve with peak indentation depth – see Figure 6. Oliver and Pharr developed a method with a standard procedure to calculate the hardness and reduced elastic modulus [53]. A Berkovich diamond indenter was used in the experiment setup. First a grid of 36 indents (6X6) using a load of 200 mN with a spacing of 100 μm was tested. The second grid was 144 indents (12X12) using a load of 5 mN with a spacing of 7 μm.
Macro Vickers
The hardness of the alloys was measured using an Alpha Durometer hardness tester following the standard ISO 6508, with a load of 20 kg and a loading time of 15 seconds. Five indentation were performed on the surface of each sample. The hardness testing was carried out on the as-cast samples and samples exposed at 240 C for times up to 1000 hours. The measurements of the indents were conducted with an Olympus GX 71 microscope.
Micro Vickers
Indentations were performed on the polished surface with a load of 500 mg using a Micro Vickers equipment following the standard ISO 6508. The result was measured with an Olympus GX 71 microscope.
Characterization techniques
Optical microscope
Representative areas within the gauge length of the cast samples were investigated using an Olympus GX 71 microscope. Magnifications up to 100 X was used to investigate the microstructures and fracture surfaces. Average SDAS from 10 measurements from the directional solidification direction and 10 from the perpendicular direction have been carried out in all alloys. The Olympus stream motion image analyzer was used to quantify the microstructures.
Scanning electron microscope
A JEOL7001F scanning electron microscope equipped with an energy dispersive spectrometer (EDS) was used for analysis of the alloys. Mapping of representative areas of the microstructure were carried out to show the distribution of different phases. The grain size was determined from the gauge length of the alloys using electron backscatter diffraction (EBSD) on an area of minimum 1.5 mm2. The grain size was measured by the intercept method according to ASTM E112-96. The grains were visualized using inverse pole figure (IPF) maps in the EBSD analysis. The EBSD measurements were done using an acceleration voltage of 15 KV and a step size of 3 µm.
Differential scanning calorimeter
The differential scanning calorimetry equipment was used to investigate phase transformations which occurs during heating or at long term exposure at elevated temperature. The Netzsch DSC 404C Pegasus instrument performed the testing in this investigation. Cylindrical samples with a diameter of 5 mm and a weight of ~42 mg was produced. The samples were heated from room temperature up to 600 °C under an argon atmosphere with a heating rate of 5 K/min.
Dilatometer
An Netzsch DIL402 were used to measure the thermal expansion of the alloys. The reference material Al2O3 was used as a standard reference. Cylindrical rods were produced with a diameter of 6 mm with a length of 12 mm using a lathe. The testing was carried out under a helium atmosphere with a heating rate of 5 K/min from room temperature up to 570 °C.
Thermo-Calc
The Thermo-Calc software version 2016b with the data base TCAL was used to predict which phases are expected to be present in the alloys; equilibrium calculations were carried out on all alloys.
Results and discussion
Microstructural characterization
The as-cast hypoeutectic Al-7Si alloy is comprised of α-dendrites and aluminium-silicon eutectic – see Figure 7 a. Adding 0.4 wt.% cobalt did not produce any significant changes in the microstructure – see Figure 7 b. Moreover, cobalt rich phases are observed in the microstructure. However, no significant differences in the SDAS is observed in the microstructures compared with the Al-7Si alloy – see Table 2. The reduction of the interflake spacing λ between the silicon eutectic phases with addition of cobalt reported by Kaya et al. [39] is not observed in this work. This may depend on a lower addition of cobalt or a higher solidification rate. The cobalt-rich phase Al9Co2 is located in the vicinity of the α-dendrites and refine and distributed the silicon phases in the aluminium-silicon eutectic – see Figure 7 b. According to Thermo-Calc, the Al9Co2 nucleates before the α-dendrites – see. The microstructure of the Al-7Si-Co-Ni alloy have an aluminum-silicon eutectic morphology with a higher degree of modification adjacent to the nickel and cobalt phases. However, these intermetallic phases could increase the contiguity of the 3D-network but it is difficult to observe based on the micrographs – see Figure 9 a. The effect of the combined additions of cobalt and nickel in aluminium alloys with 1.1 % silicon is reported by Choi et al.[10] to have a good potential for high temperature properties. The addition of nickel have been reported to form a strong interconnected three-dimensional structure with Al3Ni and eutectic silicon [3]. The additions of chemical modifier in the form of strontium in the Al-7Si-Co-Ni-Sr showed a well-modified microstructure – see Figure 9 b. Moreover, the intermetallics are decreased significantly in size in the strontium modified alloy. However, all other alloys were showing a silicon morphology that is cooling rate refined as reported Additions of Al-5Ti-1B were conducted to produce a grain refining effect in all alloys. The performance of the grain refiners are negatively affected with increasing the silicon content in aluminium-silicon alloys because of the silicon poisoning effect [54, 55]. Addition of grain refiners with approximately 250 ppm titanium was performed in all hypoeutectic alloys in this work. However, the results from the EBSD clearly shows that the addition of cobalt and nickel have a significant effect on the grain size. The Al-7Si alloy have a grain size of around 131 μm while the other alloys show results with increased grain size – see Figure 10 and Table 3. The TiB2 particles in the melt may act as nucleation sites for intermetallics formed prior the α-dendrites, resulting in a reduced grain refining efficiency because of fewer TiB2 particles are available for nucleation of α-dendrites.
1 Introduction
1.1 BACKGROUND
1.2 PURPOSE AND GOAL
1.3 DELIMITATIONS
2 Literature Survey
2.1 BACKGROUND
2.2 ALLOYING ELEMENTS
2.3 SOLIDIFICATION
2.4 STRENGTHENING MECHANISMS
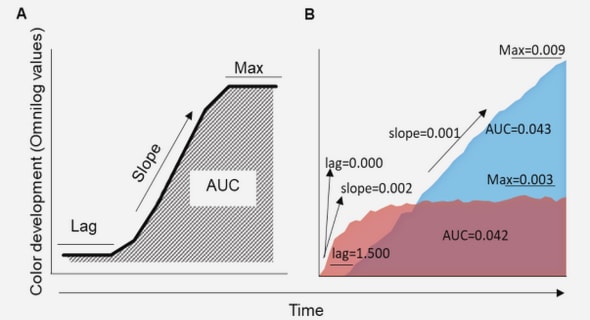
2.5 EVALUATION OF THE TENSILE TESTING CURVE
3 Experimental
3.1 CASTING
3.2 SAMPLE PREPARATION
3.3 MECHANICAL TESTING
3.5 CHARACTERIZATION TECHNIQUES
4 Results and discussion
4.1 MICROSTRUCTURAL CHARACTERIZATION
4.2 MECHANICAL PROPERTIES
5 Conclusions
6 Future work
7 References
GET THE COMPLETE PROJECT
Development of aluminium-silicon alloys with improved properties at elevated temperature