Get Complete Project Material File(s) Now! »
Flow Characterization of the Disk-Slot Valve by Theoretical Estimation
This chapter takes up theoretical characterization of flow in the disk-slot load leveling valve. Considering the internal structure of the valve, thermodynamic principles and gas laws are used to develop a formulation to calculate mass flow rates. A literature survey conducted to relate theoretical and experimental results is also presented. The chapter ends with the presentation of theoretically estimated flow characteristics of the disk-slot valve.
Flow Through Pneumatic Valves (Orifice)
Flow control is achieved by means of restricting fluid in a calculated manner. These restrictions are introduced by means of a controlled orifice opening. An orifice here would imply a geometric feature in the flow domain that forces the fluid to suddenly pass through a short, narrow passage, and then in most cases, allows it to return to the original passage size (Figure 3.1)
Airflow control devices use orifice to meter the flow through them. Figure 3.2 shows a pneumatic solenoid valve with an orifice, which because of its fixed diameter/size, cannot alter the level of flow under a given set of conditions. Figure 3.3 shows the disk-slot and orifice of the disk-slot type load leveling valve. The orifice here can be differentially covered/uncovered (reducing/increasing aperture size) to alter flow rates at a given set of conditions.
Formulation of Flow Rate Equations
Let us consider an orifice placed in line between an air reservoir (inlet) and an outlet, as shown in in Figure 3.4.
Pin and Tin are inlet pressure and temperature, respectively (assumed constant). Pot and Tot are the outlet pressure and temperature, respectively. uin and uot are the inlet and outlet velocities, respectively. Let A be the flow area of the orifice, and let Pb be the external downstream pressure. By assuming that the orifice model remains at constant equilibrium such that there is an airflow output once pressure is applied at the inlet at a given temperature, the energy balance equation for an open system is derived as [29]:
Equation 3.8 is known as the critical pressure ratio (Pcr). It defines the magnitude of pressure ratio at and below which, flow at the orifice is sonic, a condition known as choked flow. Its significance is that for a given inlet pressure, flow rate does not increase with lowered the downstream pressure (hence, Pcr), since flow at the orifice is sonic.
For an isentropic index of 1.4 for dry air, critical pressure ratio
Estimation of Coefficient of Discharge
The coefficient of discharge or discharge coefficient is a representation of the irrecoverable pressure loss that occurs at the orifice. In totality, losses due to friction and plumbing elements may be accommodated in it to represent losses of the entire system. Although the discharge coefficient is calculated experimentally in most cases, there is literature that suggests an empirical calculation based on upstream pressure, downstream pressure, orifice thickness, and orifice and inlet pipe diameter. Later it will be found that this factor is the most significant shortcoming of the theoretical model.
Stanton mentioned that compressible fluid flow through the orifice has been long known to demonstrate an increase in the coefficient of discharge as the downstream to upstream pressure ratio is reduced [30]. This increment is sustained even after passing the critical pressure ratio when the flow is sonic because the subsonic mean velocity in the plane of the orifice is influenced by the downstream pressure, unless the discharge coefficient is already equal to one. Driskell, on the other hand, outlined choked flow as the case in which lowering downstream pressure does not increase the flow rate, adding that the vena contracta shifts towards the orifice and coincides with it at choked condition [31]. The fact that the vena contracts, coinciding with the orifice (as affirmed by Driskell) would imply a Cd equal to 1.0, a professed disagreement with the Cd values of well-formed nozzles being less than 1.0.
Crane indicated that a nearly constant discharge coefficient for sharp edge orifice at high Reynolds numbers (>105) depends only on the ratio of orifice to pipe diameter [32]. An expansion factor calculated by means of a function of pressure drop ratio and expansion coefficient would need to be used to adjust for gases and vapors. However, no minimum value as such is mentioned in the Crane method for square-edged orifices. Jobson proposed a method which related downstream to upstream pressure ratio to the discharge coefficient, assuming that on the orifice upstream side, the velocity pattern at the walls was independent of flow rate [33]. The assumption fails and supplies false results for discharge coefficients greater than 0.65 and at very low values of pressure ratio, on account of compressibility affecting the upstream velocity pattern. Bragg improved upon Jobson’s discharge coefficient formulations but again, they were valid for high pressure ratios only [34]. Kayser et al. experimentally studied the subsonic and critical flow regions of compressible gas flow through knife-edged orifices, straight-bore orifices, rounded entry, and elliptical entry nozzles with diameters ranging from 0.9 to 1.9mm [35]. The study concluded that flows across knife-edge orifices are not as complex as that across straight bore orifices since the vena contracta is affected by the walls of the bore, thus supporting the case that the length to diameter ratio profoundly affects the discharge coefficient. Coefficient profile was also found to be roughly constant for subsonic and sonic flow in the case of larger length to diameter ratios for the gases and temperatures studied, but high pressure effects needed further research. It was also deduced that minute differences in orifice construction/geometry can alter the discharge coefficients. Ward-Smith summarized that the ratio of orifice thickness (t) to the orifice diameter (d) is the major parameter affecting sonic discharge coefficient [36]. A claim was also made that once sonic velocity is attained, velocity through the vena contracta does not increase on lowering the downstream pressure but vena contracta size can increase for thin orifice plates. Ward-Smith provided the following Cd values:
The ASME standard MFC-3M-1989 offers Cd relations as a function of orifice to inner pipe diameters but there are limitations. It is applicable to pressure difference devices having turbulent and subsonic flow, specified pipe size, Reynolds number limits, diameter ratio (orifice to upstream pipe) between 0.2-0.7, and downstream to upstream pressure ratio more than or equal to 0.75. Most notable, pressure ratios greater than the critical pressure ratio and choked flow through orifice are not covered.
Perry’s polynomia [37], used in the widely available software AMESim, suggested discharge coefficients for subsonic, sonic, and supersonic compressible fluids as a function of pressure ratios (Equation 3.12). It also exhibits a trend of Cd vs pressure ratios which is in agreement with the literature reviewed (pressure ratio decreases, Cd increases), as seen in Figure 3.5.
The literature review has highlighted the absence of a well-defined and accurate method to calculate discharge coefficient in modeling subsonic and sonic flows while covering a wide range of pressure ratios for a variety of orifice geometries. Also, precise results may be achieved, but only for standard orifice geometries based on empirical relations which may not even represent the real valve orifice as in this study (Figure 3.6). Thus, this study, and specifically Chapter 5, aims to provide a physics-based Computational Fluid Dynamics (CFD) approach to accurately simulate fluid dynamics in any load leveling valve geometry, with minimum required user inputs and reduced model development time.
Estimated Flow Characteristics of the Disk-Slot Valve
Gauge pressures of 35psi, 50psi, and 65psi were selected as three independent cases of upstream pressure (Pin), and atmospheric pressure of 0psi (gauge) was selected as the downstream pressure (Pot). The three cases apply to supply and purge operations in the actuation range (-45 degrees to +45 degrees lever arm/disk rotation) of the valve. The test parameters replicate actual conditions of air being supplied to empty air springs (supply operation) and discharged from pressurized air springs into the atmosphere (purge operation). Equation 3.8 suggested that choked flow conditions (sonic flow at the orifice) would prevail for the given upstream and downstream pressures. MATLAB is used to calculate flow rates using Equation 3.11. Equation 3.12 is applied to calculate the discharge coefficient since it was an empirical formulation as a function of pressure ratios, hence applicable to orifices of varied shapes and sizes. Area of cross-section of the orifice is calculated using a CAD model of the valve by measuring the aperture (uncovered part) area of the orifice (Figure 3.6).
Area of cross-section of the uncovered part (aperture) of the orifice was noted against lever arm/disk angle (Table 3.1) from fully covered (lever arm is level) to fully uncovered, for each of the supply (counterclockwise rotation of the disk/lever arm) and purge operations (clockwise rotation of the disk/lever arm) when the supply port is oriented to face north as was shown in Figure 2.5. Actuation is quantified in terms of lever arm (or disk) angle since it is a valve design feature, a metric common to valves having lever arm of any length, as opposed to suspension travel, which is an application/installation feature dependent on the length of the lever arm.
It must be noted that due to the size of the orifice and the length of the slot, the orifice remains fully uncovered after 18 degrees and -18 degrees of disk/lever arm rotation (seen in Figure 3.6).
Mass flow rate vs lever arm/disk angle from -45 degrees to +45 degrees at 35psi, 50psi and 65psi is plot to represent theoretically estimated flow characteristics of the disk-slot valve (Figure 3.7). The results are carried forward to Chapter 4 for verification against experimental results.
Flow Characterization of the Disk-Slot Valve by Experiment
This chapter reviews the purpose and presents a method for an experimental test to determine flow characteristics of the disk-slot valve. The theory behind the experiment and experimental procedure is explained. In addition, flow characteristics obtained by theoretical estimation is co-plotted with results from experimental testing to inspect for agreement in values. Experimental results are also carried forward to Chapter 5 to validate CFD-generated results.
Purpose and Available Techniques to Determine Actual Flow Rates
To evaluate the actual performance of any valve, it must be physically tested for flow rates. Flow rates may be measured in terms of volume at standard temperatures and pressures, or in terms of mass, as in this study. Experimental testing is undertaken to test for the validity of theoretical and CFD results. To test for flow characteristics of the valve, it was necessary to understand valve operation, and to design an experiment for an accurate measurement of parameters, which were identified as pressure, lever arm angle, and flow rate.
There are gauges available in the market that can measure pressures, angles, and flow rates. Pressure and angle gauges are simple to use and calibrate, hence their selection did not pose a problem, unlike instruments for flow rate measurement. Ideally, flowmeters would be the device of choice to determine flow rates, but there are drawbacks.
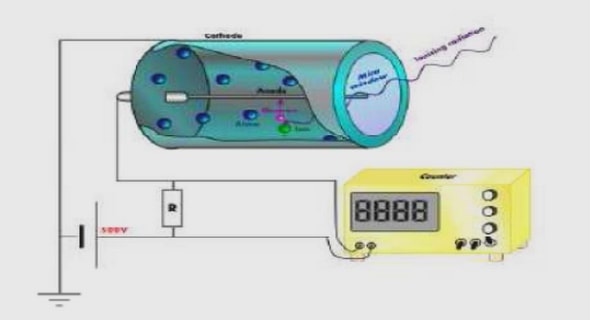
Let us consider the digital gas flowmeter (Figure 4.1), which measures flow rates employing heat transfer to gas flowing through an instrumented tube with two temperature sensors and a heating coil [38,39]. By measuring heat imparted to the flowing gas, molecular gas flow rates are computed. The requirements of such sensitive sensors in the construction of flowmeters drive up the cost. Larger the range of measurement and precision, the higher the cost. Full scale for the device suited for current applications would be 0 to 1000 standard liters per minute, the maximum offered by the manufacturer. Since the flowmeter would have no application following this study, its purchase was not justified.
A significant shortcoming with the flowmeter is that it is calibrated to a particular inlet pressure, a feature discouraging comprehensive evaluation of flow rates of the load leveling valve using the device. Departures from the calibrated pressure cause erroneous readings. The flowmeter also introduces a back pressure in the line, which is undesirable. Considering all of the above, the use of flowmeters would not yield data worth its cost. Hence, an alternative setup was designed for measuring flow rates.
The alternate setup must measure flow rates in an economical manner with reasonable accuracy. The setup discussed in the next section takes advantage of gas laws and discharge of air from a pressure instrumented fixed volume air tank to measure flow rates, and angle sensors to measure lever arm angles. The presented setup will also be flexible to accommodate and calculate flow rates through any other valve at multiple pressures.
Formulation of a Flow Rate Relation for Experimental Testing
Air discharged from any fixed volume tank takes a finite amount of time to balance pressure with either another tank or the atmosphere. During this process, there is a gradual decrease of air pressure in the tank. This property can be utilized in an attempt to measure flow rate [40].
Experiment Setup
Equation 4.8 is implemented using a multiport air tank with a mounted electronic pressure sensor and pneumatic hoses connecting the tank to the valve. To measure angle in order to evaluate variation of flow rates with lever arm/disk rotation angles, an angle sensor is attached to the axis of rotation. In addition, an analog to USB device interface is used to collect and transfer analog voltage data from the pressure and angle sensor to the PC for data processing. Room temperature, taken from an indoor thermometer, is considered as the temperature of air in the tank since the tank, after charging, is allowed to sit for a reasonable amount of time. Lastly, a fixture to hold the valve while allowing free movement of the lever arm is required. Figure 4.2 – Figure 4.5 illustrate the experiment setup and components.
Experiment Procedure
Calibration and appropriate placement of instruments is essential to the experiment. The pressure sensor must be calibrated, for the power source used, against a standard pressure gauge. A National Institute of Standards and Technology (NIST) certified pressure gauge was used to calibrate the pressure sensors. It must also be mounted on the tank rather than on the pipe, as is the common tendency, so that the sensor measures only the static pressure of the tank rather than the static pressure of the airflow in the pipe. The angle sensor is pre-calibrated, but its magnetic principle makes it sensitive to very small angles. Hence, care must be taken such that the magnet is not mounted eccentric to the axis and that the distance of the magnet face from the sensing surface of the body is maintained at specified limits (2±0.5mm). Care must also be taken to ensure a good alignment between the magnet and the sensor, such that the voltage output reads a value corresponding to 0 degree when the valve lever arm is exactly horizontal. This can be achieved using a digital angle gauge to ensure null relative inclinations among the valve body, the lever arm and the sensor body. Zero error, if any, must be noted and compensated for while plotting results. Lastly, there should be no leaks in the system, which can be guaranteed using soap solution.
1. Introduction
1.1 Overview
1.2 Motivation
1.3 Objectives
1.4 Approach
1.5 Outline
2. Background on Air Suspensions and Fluid Dynamics
2.1 General Suspension Systems
2.2 Pneumatic Suspension System and Components
2.3 Basics of Fluid Dynamics
3. Flow Characterization of the Disk-Slot Valve by Theoretical Estimation
3.1 Flow Through Pneumatic Valves (Orifice)
3.2 Formulation of Flow Rate Equations
3.3 Estimation of Coefficient of Discharge
3.4 Estimated Flow Characteristics of the Disk-Slot Valve
4. Flow Characterization of the Disk-Slot Valve by Experiment
4.1 Purpose and Available Techniques to Determine Actual Flow Rates
4.2 Formulation of a Flow Rate Relation for Experimental Testing
4.3 Experiment Setup
4.4 Experiment Procedure
4.5 Flow Characteristics of the Disk-Slot Valve – Results and Discussion
5. Computational Fluid Dynamics (CFD) Modeling of the Disk-Slot Valve for Flow Characterization
5.1 Introduction to Computational Fluid Dynamics
5.2 Objective of CFD Analysis
5.3 Meshing Strategies
5.4 Turbulence Models and Solver Settings
5.5 CFD Analysis of the Disk-Slot Load Leveling Valve
6. Case Study: CFD Analysis of a Modified Disk-Slot Valve and Application
6.1 Approach
6.2 Results and Discussion
6.3 Guidelines for Modification of Flow Characteristics in a Load Leveling Valve
7. Summary and Recommendations
7.1 Summary
7.2 Recommendations
GET THE COMPLETE PROJECT
Tools and Techniques for Flow Characterization in the Development of Load Leveling Valves for Heavy Truck Application