Get Complete Project Material File(s) Now! »
CHAPTER 5 MECHANICAL CHARACTERISATION
Initial investigations into the structural development of microfibril reinforced composites during extrusion and drawing were a necessary part of the overall material characterisation process. Morphology was undeniably linked to mechanical performance and understanding the association between the two is key to developing control of the manufacturing process.
Determination of mechanical properties was split into two parts: (i) characterisation of extruded blend filaments; and (ii) characterisation of completed specimens with MFC structure. The blend investigations helped expose the transitional changes in mechanical properties occurring during transformation into MFCs. They were also useful in determining the effects of two key parameters (draw ratio and blend ratio) on microfibril formation and strength. This chapter provides details of the methodology, results and conclusions for various tensile, flexural and impact tests on polyolefin-based MFCs at various stages of their development.
Properties of PE/PET Blends
Blends of PE/PET were used to conduct a preliminary investigation into the effects of different amounts of drawing on the mechanical properties of extruded blend filaments. It is well understood that higher levels of drawing at the appropriate temperature can lead to greater chain alignment within a polymer and enhanced strength and stiffness. These experiments were necessary to quantify the magnitude of this relationship for the blends in question, as well as to establish if there was a level of drawing within the processing window at which properties started to plateau or diminish. These experiments also provided data on the properties of blends before they were processed into MFCs, allowing comparison of the properties achieved before and after moulding. The proportion of mechanical properties resulting from alignment of the matrix polymer could be determined by comparison of properties before and after matrix consolidation. Knowledge obtained from these tests is utilised during the experimental design of Section 5.2, to assist in appropriate factor and level selections.
Manufacturing parameters
Drying, mixing and extrusion were performed using the parameters in Table 5-1. Continuous filaments from three different blends as well as from neat PE were drawn using a variety of length draw ratios up to 6. Tensile strength and stiffness testing was then carried out.
Results and discussion
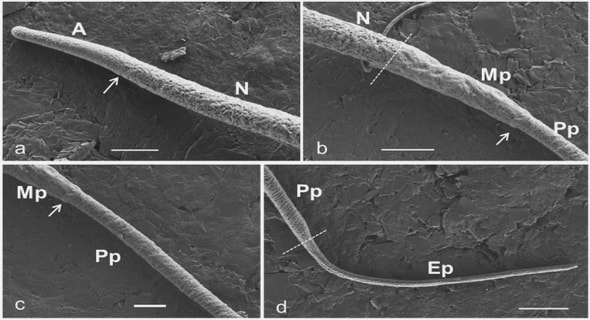
In contrast to materials such as rubbers, which exhibit consistent elastic deformation during drawing, polymer blends like those used for MFCs do not reduce in area evenly along their length as load is applied. Instead, area reduction occurs from a single neck (or sometimes from multiple necks) until the entire blend filament is reduced in size. This means that draw ratios below a certain value (representing complete drawing – in this case about 3.5) produce filaments comprised of drawn and undrawn sections, rather than one continuous section of partially drawn material.
Figure 5-1 shows that the stiffnesses of the undrawn filaments vary between 0.1-0.9 GPa, increasing as the fraction of PET in the blend increases. Neat PE and the 10% PET blend appear to have two distinct stiffness values, dominated by the properties of either the undrawn or drawn materials. The 30% and 50% blends have gradual increases in stiffness for draw ratios up to 3.5. This indicates that the greater PET content is improving the material stiffness, even at these lower ratios. Above draw ratios of 3.5 (where complete drawing has occurred along the entire filament) these blends are consistently between 2 and 4 times stiffer than their undrawn counterparts, with the 50/50 blend achieving a stiffness of between 4-4.5 GPa compared to a base value of less than 1 GPa when not drawn.
The tensile strength of the filaments (Figure 5-2) is similar in nature to that of the stiffness. Undrawn values are less than 25 MPa and increase by approximately 25-50 MPa up to a ratio of 3.5. Much higher strengths are possible above this ratio. All reinforcement loadings from 0-50% can produce filaments that yield between 125-200 MPa when drawn above the 3.5 ratio, with more PET generally giving slightly higher results. Drawing a filament above the ratio at which it appears fully drawn (~3.5) does not have any obvious effect on either its strength or its stiffness.
Properties of Injection Moulded PP/PET
The next step in the characterisation of these microfibrillar composites was to investigate the effects of (what appeared to be) the most significant manufacturing parameters on the structure and mechanical properties of a finished composite part with MFC structure. This was achieved through the execution of an experimental design methodology modelled on the work of Taguchi [109-111, 130], the basis of which has been briefly outlined in Section 3.6. More specifically, the goals for this experiment were to:
(i) determine the mechanical properties (tensile strength and modulus, flexural strength and modulus, impact strength) of injection moulded MFCs from PP/PET and compare them with those of the neat polymers and a conventional blend;
(ii) identify processing conditions with the most significance to the mechanical properties of an MFC;
(iii) allow an analysis of the results that provides statistical evidence of the distinction between influential factors and random variations; and (iv) use microscopy to identify relationships between the processing conditions and the physical structure and properties of the composites.
Manufacturing parameters
For this set of experiments, PP was chosen as the matrix polymer and PET was used to create the reinforcing microfibrils. The intention was to create MFCs with the best possible properties by using a matrix polymer with higher initial properties.
A die with a diameter of 1 mm and a land length of 20 mm was used. Standardisation of the power input to each blend was done using the equations and values provided in Appendix B. Post processing was via injection moulding. The experimental design was based on an L9 design array with four factors at three levels each. Factors anticipated as being the most likely to influence mechanical properties were carefully selected. Low, medium and high levels were chosen for each factor, typically encompassing the range of possible production values. Table 5-2 sets out the factors and their levels and Table 5-3 sets out the combinations used for each trial. Drawing temperatures were constrained at the upper end by the Tm of PP (160°C). Injection moulding was not possible below 180°C and risked microfibril meltdown above 220°C. Injection moulded specimens are pictured in Figure 5-3.
Samples were assigned a Standard Order Number (SO#) based upon their placement in the design matrix, as well as a Random Order Number (RO#) reflecting the order of their production. Randomisation was achieved via a random number chart and was used to minimise the chances of production order influencing results. For comparison, neat polymer specimens as well as a 30% PET conventional blend were also prepared, with injection moulding occurring at 200°C for the PP and 270°C for the PET and the conventional blend.
Production observations
Before production, it was important to assess the effect of roller speed on the filament draw ratio. A blend was extruded and drawn, while the speed of the secondary roller set was carefully monitored so that the material throughput and filament tension were controlled. The area draw ratio was measured for several different roller speeds and the results plotted in Figure 5-4. It can be seen that lower speeds produce the highest draw ratios (8-9). This is because filaments spend longer in the heated air and are therefore able to absorb more heat energy. Higher speeds allow greater material throughputs as a trade-off for lower draw ratios (5-8) and greater variability. As a result of this, a speed of 6 m/min was used for the experimental design, providing a balance between draw ratio and throughput. Several observations can be made to help us understand the behaviour of PP/PET blends prior to MFC conversion. Comparison of swell behaviour after extrusion for different blend ratios and extrusion temperatures can be linked to conclusions made regarding morphological development in the previous chapter. Plots relating blend composition to drawing temperature and draw ratio are helpful in identifying any important relationships that exist, which may impact future parameter selection.
Figure 5-5 indicates that increasing the level of PET in a blend has no immediately obvious effect on extrudate diameter. Figure 5-6 shows that the extrusion temperature profile has no significant influence on the filament area for any of the blends. It separates out the extrusion temperature and blend ratio data to reveal that blends with an equal weighting of each polymer have consistent filament areas over the range of processing temperatures. Variation is in the order of just 10%. Local maxima for the extrudate area occur at 270°C for both of the PP-dominated blends. These blends show considerable variation in filament area at different temperatures, namely 25-50%. Variation within each sample generally diminishes with increasing temperature, with the highest temperature providing the most consistent results in most cases. This is due to the amount of residual elasticity retained in the filament after extrusion. Lower temperatures suggest that more polymer elasticity is retained by the melt and that the tendency for the filament to swell is greater. Blends processed at higher temperatures have less residual elasticity and therefore less desire to expand upon exiting the die – hence they produce smaller deviations from the mean.
It can be seen from Figure 5-7 and Figure 5-8 that blends drawn at the lowest drawing temperature ranged in draw ratios from 4 to 6 (for both length and area). This is in contrast to blends drawn at higher temperatures where a noticeable increase in draw ratio occurs. Increasing the drawing temperature from 60 – 140°C generally improves the achievable ratio by 1 or 2, with this effect being more pronounced in low ratio blends. Filaments with a higher loading of PET give lower draw ratios under the same drawing conditions. While ratios of 7 – 8 are easily obtained for 10% PET blends at a temperature of 140°C, ratios of 4 – 6 are the maximum possible for a 50% blend at the same temperature. A similar trend occurs at lower temperatures.
The differences in draw ratio apparent during drawing temperature changes are likely to be due to the ability of the matrix polymer to deform the reinforcing polymer. As more heat is applied during drawing in order to bring the reinforcing polymer above its Tg, the strength of the matrix polymer concurrently decreases. If the interfacial tension at the matrix/reinforcing interface is reduced sufficiently, filaments drawn at higher temperatures will have high draw ratios but will not contain well developed microfibrils. This is because the matrix loses the ability to transfer shear stress to the reinforcing and thus cannot deform the PET.
Further on in the manufacturing process, injection moulding was observed to produce specimens containing a distinctive skin-core microstructural cross section (Figure 5-9). Fibre reinforced composites containing semi-crystalline matrices produce this skin-core structure, which leads to anisotropic properties and internal stresses [116]. This is a result of the imbalance in cooling rates across the different radial positions of the section, with material in the skin region cooling more quickly than material in the core region. The different cooling rates alter the crystallinity and strength of the regions, leading to subtly different surface textures upon fracture.
Results and discussion
Specimens for tensile, flexural and impact testing were injection moulded. Analysis of the tensile results shows the modulus to be improving with increasing PET content, as one would expect from a higher weighting of the stiffer blend component. All MFC samples were stiffer (1.6-2.2 GPa) than neat PP (1.56 GPa), but not quite as stiff as neat PET (2.37 GPa). These improvements are in the vicinity of results reported by Taepaiboon et al. [49] for similar materials. MFCs gave (on average) superior modulus results in comparison to the equivalent conventional blend specimens. Accordingly, it is concluded that the MFC structure has a positive effect on the tensile modulus of the composite over and above the improvement gained from the addition of the PET. Mechanical results are plotted in Figure 5-10. Table 5-3 sets out the composition of each SO#. The plots show that the tensile modulus of SO#9 (PP/PET=50/50) is approaching that of neat PET and is well above what one might expect using a simple rule-of-mixtures approach. Figure 5-11 reveals that MFCs with fewer PET reinforcing microfibrils gave the greatest tensile strength and least variability. On the whole, tensile strength testing gave mixed results for these MFCs, with only SO#1 and SO#2 (both PP/PET=90/10) having higher sample averages (28.4 MPa and 29.2 MPa respectively) than that of neat PP (27.8 MPa).
TABLE OF CONTENTS
Abstract
Acknowledgements
List of Tables
List of Figures
Nomenclature of Terms & Abbreviations
1 Introduction
2 Literature Review
2.1 Polymer Blending and Composites
2.2 What are Microfibril Reinforced Composites?
2.3 Analysis of the MFC Manufacturing Process
2.4 Barrier Properties of Polymer Blends and Composites
3 Manufacturing, Testing & Analysis Techniques
3.1 Background
3.2 Manufacturing Setup
3.3 Mechanical Testing Setup
3.4 Oxygen Permeability Testing Setup
3.5 Analysis Techniques
3.6 Experimental Design using the Taguchi Method
3.7 Concluding Remarks
4 Blend Development
4.1 Analysis of Polymers
4.2 Microfibres or Microfibrils ?
4.3 Observation of Microfibre Formation during Extrusion
4.4 Effect of Extrusion Speed on Microfibre Formation
4.5 Influence of Die Diameter and L/D Ratio on Particle Dimensions
4.6 Die Swell and the Effect of Extrusion and Drawing on Microfibril Dimensions and Blend Tensile Strength
4.7 Tensile Properties and the Effect of Drawing Temperature
4.8 Modelling the Flow Through a Conical Extrusion Die
4.9 Concluding Remarks
5 Mechanical Characterisation
5.1 Properties of PE/PET Blends
5.2 Properties of Injection Moulded PP/PET
5.3 Properties of Compression Moulded PE/PET
5.4 Concluding Remarks
6 Oxygen Barrier Properties
6.1 Permeability Calculations
6.2 Preliminary Permeation Experiments
6.3 Composite Film Permeability Investigation morphology
6.4 How Crystallinity Affects Permeability
6.5 The Role of Ageing
6.6 MFC Permeability Modelling
6.7 Concluding Remarks
7 MFC Applications
7.1 Prototype MFC Containers
7.2 In What Other Applications could the MFC Concept be Applied ?
8 Conclusions
8.1 Conclusions
8.2 Achievements & Recommendations for Future Work
9 References
GET THE COMPLETE PROJECT
Characterisation of the Mechanical and Oxygen Barrier Properties of Microfibril Reinforced Composites